ボイラー不要!ランニングコストを大きく削減!
霧化分離装置の得意分野の一つは廃水の濃縮処理です。
なんと最大100分の1程度まで減容化が可能となります。
※ 従来の減容化装置では、減容率3~5分の1が限界でした。
※ 減容率は流体性状によります。粘度の低いものほど減容率が高くなります。
また、加熱蒸気が必要なく、電気のみで可動するシンプルな構成のため、燃料光熱費およびメンテナンスコストを大幅に削減できます。
メンテナンスは弊社と協力会社が実施致しますので、現場での見えないコスト(手間)も削減できます。
「リース方式」「完全お任せ方式」も可能です。まるごとお任せ下さい!
従来装置との比較
| 従来装置 | 霧化処理装置 | |||||
|---|---|---|---|---|---|---|
| 年間経費 (単位:百万円) |
年間経費 (単位:百万円) |
|||||
|
ランニングコスト
|
電気 | 電気ヒーター | 60kw | 4.99 | 20kw | 1.66 |
| 送風機・ポンプ | 10kw | 0.83 | 11kw | 0.92 | ||
| 霧化装置 | – | – | 37kw | 3.08 | ||
| 小計 | 70kw | 5.82 | 68kw | 5.66 | ||
| ボイラー燃料代 | 47.8L/h | 27.22 | – | – | ||
| 年間経費合計 | 33.04 | 5.66 (▲27.38) 83%コストダウン! |
||||
|
環境評価
|
使用エネルギー (kL/年) |
554 | 153 (▲401) 72%削減! |
|||
| CO2排出量 | 1,247 | 194 (▲1,0531) 84%削減! |
||||
従来装置では、ランニングコストの8割がボイラーの燃料代に占められています。
ミスト化にはボイラーが不要であり、8割のコスト削減が実現出来ます。
また、ボイラーを使用しないことで、環境負荷を7〜8割も低減出来ます。
社会・環境への貢献が厳しく問われる今の時代に、まさしく即した減容化装置と言えるのではないでしょうか。
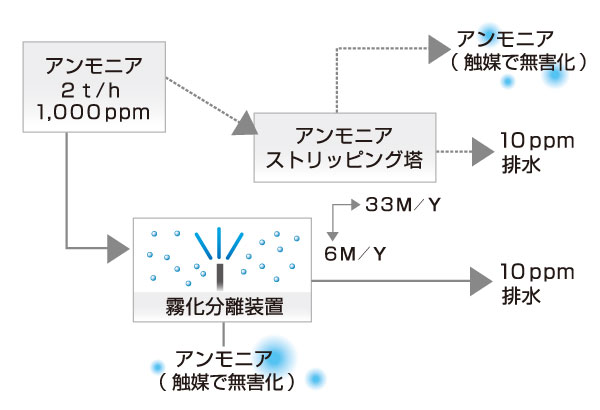
廃水処理の事例
アンモニア・VOC除去
アルコール回収装置

- 加熱蒸気が必要ない
- 減容率が高い ※粘度が低いほど高減容率となります。
油廃水/メッキ廃水/酸・アルカリ洗浄水/金属表面処理廃水

- 電気のみで稼働するシンプルな設計により、ボイラーなどの余計なユーティリティが必要ありません。
- 産廃費用のコストダウン
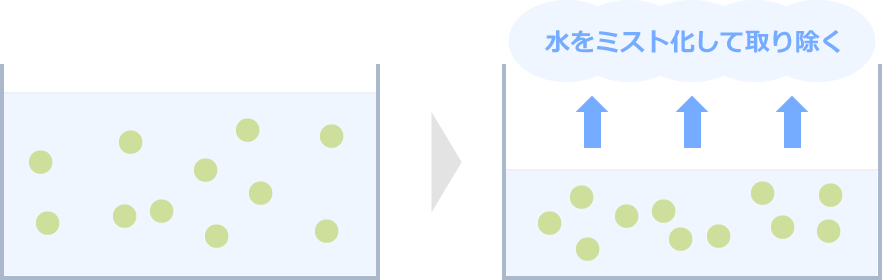
霧化分離の濃縮原理
霧化分離は、超音波により液体がミスト化することを利用した濃縮方法です。
※ 液体に超音波を照射すると霧状になります。
ネブライザーや超音波加湿器にも使われている原理です。
物質によってミストになりやすいものとなりにくいものがあり、また物質によってミストの大きさが異なる性質を利用し、サイクロンや冷却器を利用して、分離・濃縮〜回収する仕組みです。
» もっと詳しく|技術情報ー超音波霧化分離
廃水処理に超音波霧化分離装置を利用するメリット
100分の1の減容が可能
※ 減容率は廃液の粘度によって変わります。
1日分の廃水量を約3トン、減容率1/100とすると、3リットルにまで減容化できます。
従来の廃水処理装置では、減容率1/3〜1/5が限界でした。
エネルギー源は電気のみ

環境にやさしい技術

超音波霧化分離装置は、蒸留装置を使用した場合に比べ、多くのケースで使用エネルギーを約3~7割、CO2排出量を約4~8割削減出来ます。
- 蒸留法では、溶液を加熱して気化させる「状態変化」のエネルギーが必要なのに対して、超音波霧化分離では、液体を液滴(霧)に変化させるだけであり、状態変化に必要なエネルギーが不要となります。
- 蒸留装置が常時ボイラーを炊きっぱなしであるのに比べ、超音波霧化分離装置はボイラー不要で、通電のみで必要な時だけ運転させることが出来ます。
※ 化学産業全体における熱使用量の約40%が蒸留プロセスで使われており、環境負荷の大きさが課題となっています。(参考: 中岩勝「超燃焼システム技術と自己熱利用による蒸留プロセスの省エネ技術」 日本燃焼学会誌 第50巻153号 2008年)
オンラインで監視が出来る

稼働開始が早い

※従来の蒸留法における蒸留塔では、焚きっぱなしが常識でした。
メンテナンスが容易

※ メンテナンスは弊社と協力会社が実施致します。
導入後のアップグレードが容易

冬でも運転可能

低温運転なので安全

- 現場作業の安全性を確保できます。
- 病院など高温稼働が好ましくない場所にも設置することができます。
狭い場所にも設置可能

小型サイズの場合は、場所を問わず柔軟に設置ができます。
装置規模が小さい事例では、キャスターをつけ簡単に移動できる仕様も可能です。
(装置サイズの例: 高さ 1750mm × 幅 1000mm × 奥行 750mm)
製品情報|廃水減容化装置

プレス記事
日経クロステック(2013年9月10日)に超音波霧化分離技術を利用した廃水処理が紹介されました。
» 「日本酒製造に使った霧化技術を、廃液処理やリサイクルに活用」 (2013/9/10 日経クロステック)
お問合せ
導入のご検討、製品に関するお問い合わせは、お問合せフォームよりご連絡ください。